Materiali sinterizzati
I materiali sinterizzati vengono utilizzati particolarmente per realizzare dei prodotti che comportano problemi di produzione con i metodi classici di fusione. Realizzare ad esempio prodotti in tungsteno presenta problemi legati principalmente all’altra temperatura di fusione. I materiali sintetizzati invece partono da polveri di metallo i quali vengono pressate e sintetizzate per ottenere un eccellente prodotto finito sia a livello nazionale che di caratteristiche meccaniche.
Le fasi principali sono le seguenti:
- Realizzazione delle polveri: si ottengono vari metodi di frantumazione atomizzazione condensazione o polverizzazione;
- Miscelazione: consente di miscelare le polveri in diversa quantità in funzione della lega che si vuole ottenere.
- Compressione: le polveri vengono compresse in appositi stampi della forma del prodotto finito che si vuole ottenere.
- Sinterizzazione: l'oggetto appena realizzato è caratterizzato solo da legami fisici che tengono unite le polveri. Per aumentare i legami si riscalda il materiale per realizzare dei legami chimici. Si ha un primo riscaldamento al 70% della temperatura media delle polveri per eliminare leganti e lubrificante per poi salire all' 80%. Successivamente si raffredda a temperatura ambiente.
- Controlli dimensionali e finitura: ottenuto l'oggetto sinterizzato si passa a misurarlo ed eseguire operazioni di finitura, trattamenti termici, impregnazione in olio o resine
Un esempio di produzione tramite sinterizzazione è la realizzazione delle placchette degli utensili. Le polveri maggiormente utilizzate sono carburi di tungsteno, titanio e nichel.
Geometria degli utensili
Per poter asportare correttamente il truciolo gli utensili devono avere oltre a determinate caratteristiche di resistenza meccanica anche una forma ben definita. Per questo motivo si va a definire la geometria degli utensili tramite la definizione di alcuni angoli caratteristici.
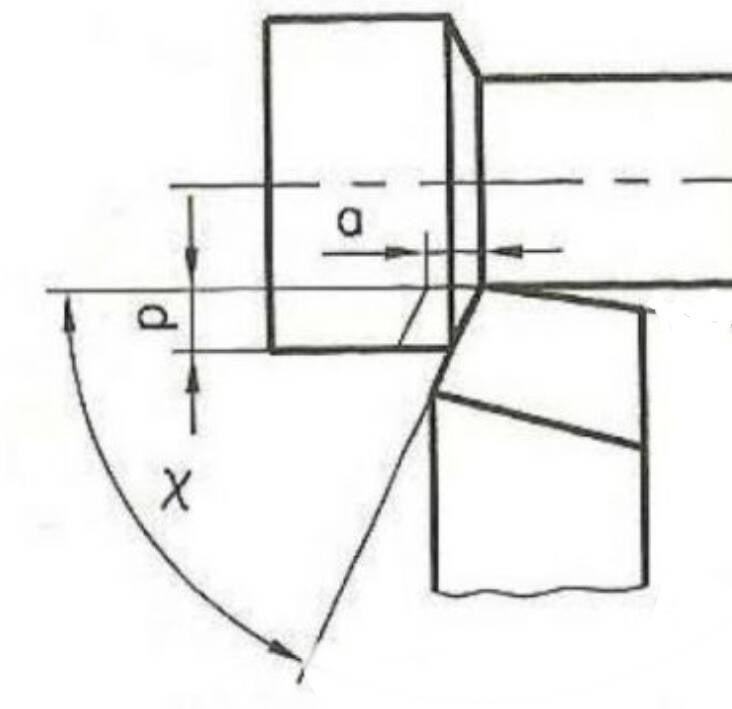
Vedendo la lavorazione dall'alto si ha:
- Angolo di registrazione: è l'angolo che si forma tra il tagliente dell'utensile e la direzione del pezzo da lavorare. Viene indicato con la lettera csi X e puo essere ortogonale o avere un valore minore.
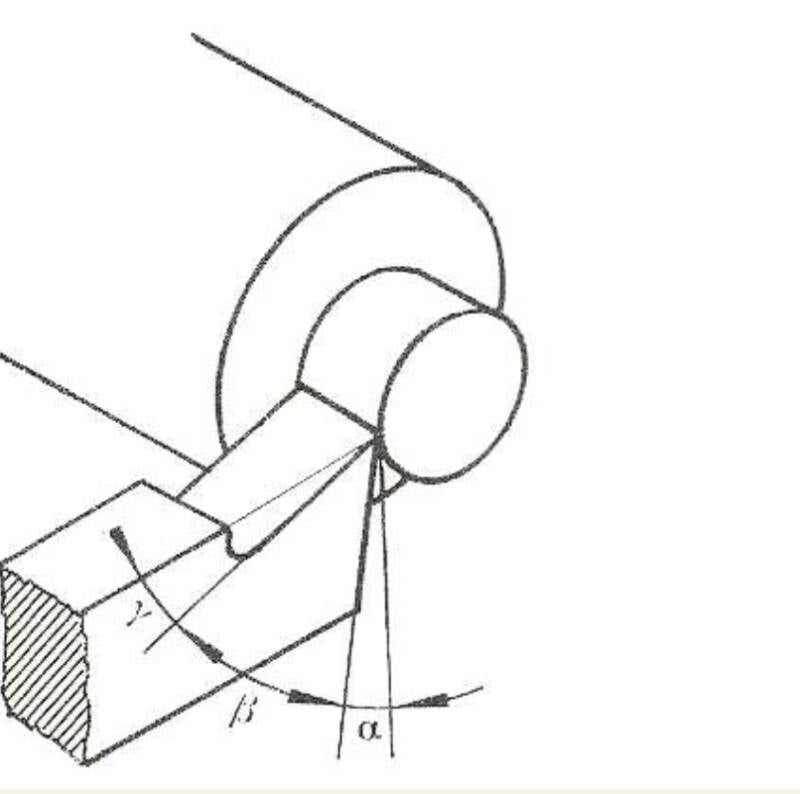
Vedendo l'utensile lateralmente invece di possono distingue tre angoli complementari:
- Angolo di spoglia superiore : è l'angolo compreso tra il petto dell'utensile e il piano di lavoro. Questo aumenta quando il materiale è duttile mentre diminuisce quando il materiale è fragile;
- Angolo di taglio: è un la parte resistente dell'utensile;
- Angolo di spoglia inferiore: si forma tra la parte inferiore dell'utensile e il piano verticale alla lavorazione;